FDM (Fused Deposition Modeling)

Beim FDM-Verfahren wird ein thermoplastischer Kunststoff in Form eines Filaments geschmolzen und schichtweise extrudiert.
Ablauf:
- Materialzufuhr: Filament wird in den Extruder geführt.
- Aufschmelzen: Erhitzung auf ca. 180 – 260 °C.
- Extrusion: Auftrag über feine Düse.
- Schichtaufbau: Bewegung in X/Y, Plattform senkt sich.
- Abkühlung: Material erstarrt und bildet Konturen.
Materialien: PLA, ABS, PETG, TPU, Nylon, CF-Filamente
Auflösung: 50 – 400 µm
Vorteile:
- Kostengünstig & einfach
- Große Materialvielfalt
- Mechanisch stabile Bauteile
Nachteile:
- Sichtbare Schichtlinien
- Begrenzte Detailgenauigkeit
- Verzug bei großen Bauteilen
SLA (Stereolithografie)
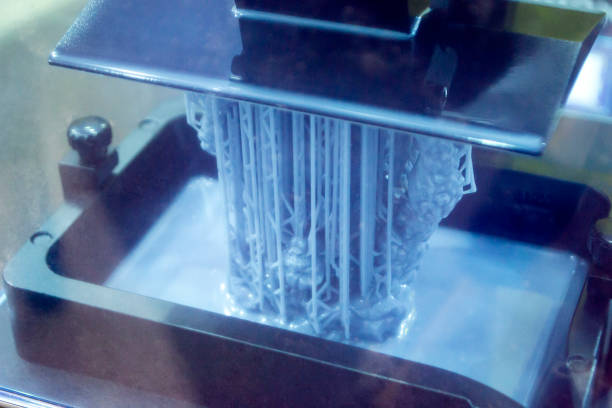
SLA nutzt flüssiges Photopolymerharz, das durch UV-Licht schichtweise ausgehärtet wird.
Ablauf:
- Harzbehälter: Resin im transparenten Tank.
- Belichtung: UV-Laser härtet gezielt aus.
- Schichtaufbau: Plattform bewegt sich schichtweise.
- Nachbearbeitung: Waschen & UV-Nachhärten.
Materialien: Standard-, zähe, gießbare & biokompatible Harze
Auflösung: 25 – 100 µm
Vorteile:
- Extrem hohe Detailqualität
- Ideal für Schmuck, Dental & Prototyping
- Feine Strukturen möglich
Nachteile:
- Materialkosten höher
- Nachbearbeitung notwendig
- Mechanisch weniger belastbar